




新聞資訊
NAVIGATION
最新產(chǎn)品
RECOMMENDED


片堿資訊
提高片堿品質(zhì)保證片堿機(jī)制片包裝品質(zhì)的措施有哪些
發(fā)布時間:2024-10-25 發(fā)布人:片堿
點擊量:
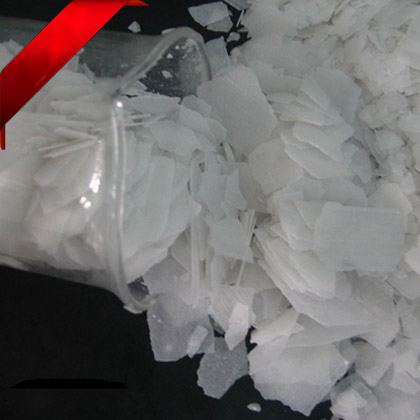
高品質(zhì)的片堿氫氧化鈉的特點:含量高,而水分、碳酸鈉、氯化鈉、鐵、鎳等含量低,色澤雪白有光澤,成片均勻。優(yōu)質(zhì)的片堿在工業(yè)生產(chǎn)中起到事半功倍的作用。今天廠家簡單談?wù)勅绾伪WC片堿機(jī)制片包裝品質(zhì),有哪些措施。來看看吧。
1、密封
為了減少空氣的侵入,片堿機(jī)觀察窗密封橡膠軟墊要保持完好,發(fā)現(xiàn)損壞及時更換。片堿機(jī)和包裝系統(tǒng)的各種橡膠連接構(gòu)件不能有破損,如有損壞及時更換。包裝時,包裝秤的夾帶和料斗完全密閉,發(fā)現(xiàn)密閉不嚴(yán)及時調(diào)整夾臂。操作和檢查結(jié)束后關(guān)閉片堿機(jī)的所有觀察窗,不可圖方便總是打開觀察窗。也可考慮通過改造,在片堿機(jī)浸料槽外部通入少許氮氣,在微正壓環(huán)境下阻止水分和CO。的進(jìn)入,減少轉(zhuǎn)鼓和進(jìn)堿管的氧化。
2、堿塵
堿塵多,片堿吸濕的程度會加大,也會在料倉內(nèi)壁、包裝秤上部溜槽過快結(jié)塊影響下料,在片堿機(jī)和包裝部分要采取措施減少堿塵的產(chǎn)生。堿塵洗滌塔要隨時能夠發(fā)揮作用,洗滌水(必須用純水)液位不能過低,堿塵抽吸管道要保持暢通。隨著運行時間的延長,堿塵可能會在抽吸管中逐漸累積,造成堵塞。包裝現(xiàn)場皮膚有明顯灼痛感,說明空氣中堿塵增多,極有可能是堿塵抽吸管道堵塞。拆下橡膠管連接,用冷凝水沖洗堿塵抽吸管道,直至管道入口有明顯負(fù)壓為止。如果風(fēng)機(jī)設(shè)計不合理,抽風(fēng)能力不足,也會導(dǎo)致堿塵產(chǎn)生過快,更換能力更大的風(fēng)機(jī)來解決問題。要每班定時清理溜槽結(jié)塊,降低堿塵對包裝品質(zhì)和產(chǎn)品含水量的影響。
雙層堿也會導(dǎo)致堿塵增多。由于堿液流量低、冷卻水溫度低,冷卻水流量調(diào)得過大等,雙層堿更容易產(chǎn)生在片堿機(jī)開車之初。一旦產(chǎn)生雙層堿,即使迅速采取措施,短時間也難恢復(fù)正常,因此,提高員工操作技能是很重要的。片堿機(jī)開車時,一定要控制好冷卻水流量,絕不能開得太大。整套生產(chǎn)線復(fù)車之初,如果轉(zhuǎn)鼓冷卻水比30℃低很多,應(yīng)注入熱的冷凝水或通入蒸汽以提高溫度。待刮刀成功剝落轉(zhuǎn)鼓上片堿,再迅速加大冷卻水流量,投入連鎖,從源頭避免雙層堿的產(chǎn)生。
3、刮刀
刮刀的安裝要引起高度重視。安裝不好,可能增加堿塵,甚至損傷轉(zhuǎn)鼓。安裝時,刮刀露出刀架上緣不超過8 mm,刮刀靠攏轉(zhuǎn)鼓時刀鋒應(yīng)與轉(zhuǎn)鼓切向一致。如需更換,6副一起更換,并要求安裝之后平行一致。刀架夾槽底部螺桿必須頂出,側(cè)向夾緊螺桿必須緊固,防止進(jìn)刀時刮刀回縮。運行一段時間,刮刀露出刀架上緣低于4 mm必須更換刮刀。在開車初期,刮刀要施以外力與轉(zhuǎn)鼓緊密接觸,正常運行時刮刀要離開轉(zhuǎn)鼓1.5 mm左右,它的主要功能是“剝”而不是“刮”。如果是“刮”,必然產(chǎn)生雙層堿增加堿塵,也會加大對轉(zhuǎn)鼓以及刮刀自身的磨損。刮刀的品質(zhì)也很重要,不能一味使用國產(chǎn)產(chǎn)品而忽視了刮刀對材質(zhì),硬度和溫度膨脹系數(shù)的要求。金路樹脂片堿機(jī)轉(zhuǎn)鼓至今沒有大的損傷,正常運行刮刀“剝”堿正常,由刮刀產(chǎn)生的堿塵較少。刮刀至少使用1個月才需取下重新打磨刀鋒,一副新刮刀至少使用4個月才最終淘汰。
4、片堿溫度
片堿的溫度由轉(zhuǎn)鼓冷卻水的流量﹑片堿機(jī)轉(zhuǎn)鼓轉(zhuǎn)速來決定。為了確保不出現(xiàn)燒袋情況,片堿溫度不可超過60℃。如果溫度過低,片堿會增加吸濕,成片加大,不但影響正常下料,而且增大產(chǎn)品中的水分;如果溫度過高,明顯增加堿塵,最終還是增加濕度。實踐證明,片堿包裝溫度在50 ~ 53℃比較合適,這時轉(zhuǎn)鼓冷卻水出口溫度在42℃左右。轉(zhuǎn)鼓冷卻水出口溫度是片堿溫度最直觀的參數(shù)。
5、成片厚度
片堿太厚,不容易控制片堿溫度和轉(zhuǎn)鼓轉(zhuǎn)速,可能導(dǎo)致浸料槽溢流和燒袋情況;片堿太薄,在下料的過程中更容易粉碎,增多堿塵。控制片堿厚度為1.2mm左右比較理想。

